Усунення дефектів внутрішніх
Класифікація дефектів може проводитися також по принципу можливості усунення негативних наслідків дефекту і відновлення працездатності механізму. Зварні дефекти, в більшості своїй, є невиправними. І це накладає на виконавців робіт та інженерів, які розробляють технологічний процес, велику відповідальність.
Але деякі види невідповідностей технологічному процесу все ж можна при бажанні усунути. Зокрема, виправлення дефектів можливо здійснити при виникненні так званого перегріву. Для цього вся конструкція поміщається в піч, витримується в ній деякий час при заданій температурі (вище лінії ПСК на діаграмі залізо-вуглець), а потім остигає разом з піччю. Зрозуміло, що далеко не всі конструкції можуть поміститися в невелике пічне простір. Таким чином, відновлення нормальних розмірів зерна не завжди можливо через відсутність необхідної матеріально-технічної бази.
Зовнішні дефекти в зоні зварних швів та способи їх усунення
Такі дефекти виявляються при візуальному огляді зварного шва. До основних видів дефектів такого роду можна віднести відхилення від заданих геометричних розмірів, виникнення так званих напливів і подрєзов, непровари і пропалення.
Порушення геометричних розмірів зварного шва виникає, як правило, з вини недосвідченого зварника. Окрім чисто зовнішнього боку, наявність такого дефекту негативно позначається і на механічних властивостях всіх зварної конструкції. Усунути такий дефект практично неможливо. Та й роботи будуть коштувати дуже дорого. Тому не рекомендується доручати зварювання відповідальних виробів новачкам в професії.
Напливи – також є «хворобою» багатьох недосвідчених зварювальників. Виникають в результаті надмірного оплавлення металу електродів при сповільненій робочої подачі. Подібні дефекти відносяться до категорії незначних і впливають лише на зовнішній вигляд зварного шва. Усувається механічною обробкою різанням шва (фрезерування, шліфування, стругання, довбання і т. д.).
На відміну від напливів, так звані підрізи характеризуються недостатнім оплавленням матеріалу. Дефект полягає в утворенні незаповнених ділянок на стику зварюваних виробів. Підріз, в залежності від конкретних технічних умов, можна віднести як до поправного, так і до невиправного дефекту. Так, якщо подібний шлюб був допущений при зварюванні дуже відповідальних поверхонь (реактори атомних станцій, корпус підводного човна і т. д.), то він не підлягає виправленню. Будь-яке втручання в даному випадку з метою виправити зварний шов – грубе порушення, яке може спричинити дуже серйозні наслідки. А ось якщо майбутня конструкція не є складовою частиною дуже відповідального вузла або механізму, то допускається виправлення підріза повторним зварним швом.
Зовнішній непровари, як і внутрішній, характеризується відсутністю сплавлення між матеріалом електрода і зварюються поверхнями. Усунення такого дефекту є економічно недоцільним, так як вимагає видалення розплавленого матеріалу електрода з зазору між зварюваними поверхнями.
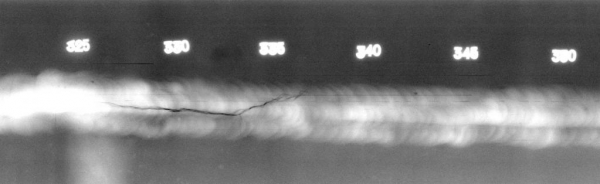
Тріщини на поверхні зварного шва відносяться до категорії дефектів поверхні. Можуть утворюватися вздовж зварного шва по лінії контакту зварюваних виробів, так і в поперечному перерізі. Найчастіше такі дефекти виникають як результат нерівномірного прогріву ділянок зварюваних виробів у зоні оплавлення металу. Тому при проведенні робіт з відповідальними виробами здійснюється попередній термічний нагрівання виробів в зоні зварного оплавлення.
Прожогом виникає в результаті значного локального перегріву металу і утворення наскрізного отвору, через який витікає рідкий розплав. Усунути такий дефект можна лише латкою, привареній безпосередньо над таким отвором. Але, зі зрозумілих причин, таке рішення підійде далеко не для кожного випадку.